Guangzhou Huite Sealing Machinery Co., Ltd.



0%
Chemical Resistant PTFE gaskets are critical components in a vast range of industries, ensuring leak-proof seals in challenging environments. Their ability to withstand corrosive chemicals, extreme temperatures, and high pressures makes them indispensable in applications from chemical processing and pharmaceuticals to food and beverage production. Understanding the properties and applications of these gaskets is crucial for maintaining operational efficiency, safety, and regulatory compliance. This detailed guide explores the key aspects of Chemical Resistant PTFE gaskets, providing valuable insights for engineers, procurement professionals, and anyone involved in sealing solutions.
The global demand for high-performance sealing solutions, driven by stringent safety regulations and the increasing complexity of industrial processes, continues to rise. According to a report by Grand View Research, the global gasket and sealing market size was valued at USD 23.4 billion in 2022 and is expected to expand at a compound annual growth rate (CAGR) of 3.8% from 2023 to 2030. A significant portion of this growth is attributed to the demand for specialized gaskets like those made from PTFE due to their superior chemical resistance. This growth underscores the importance of understanding the intricacies of Chemical Resistant PTFE gasket technology.
The challenge lies in selecting the right gasket material for a specific application, as the chemical compatibility, temperature range, and pressure requirements can vary widely. Incorrect gasket selection can lead to premature failure, costly downtime, and potentially hazardous leaks. Therefore, a comprehensive understanding of Chemical Resistant PTFE gaskets—their composition, characteristics, and limitations—is essential for making informed decisions and ensuring long-term reliability.
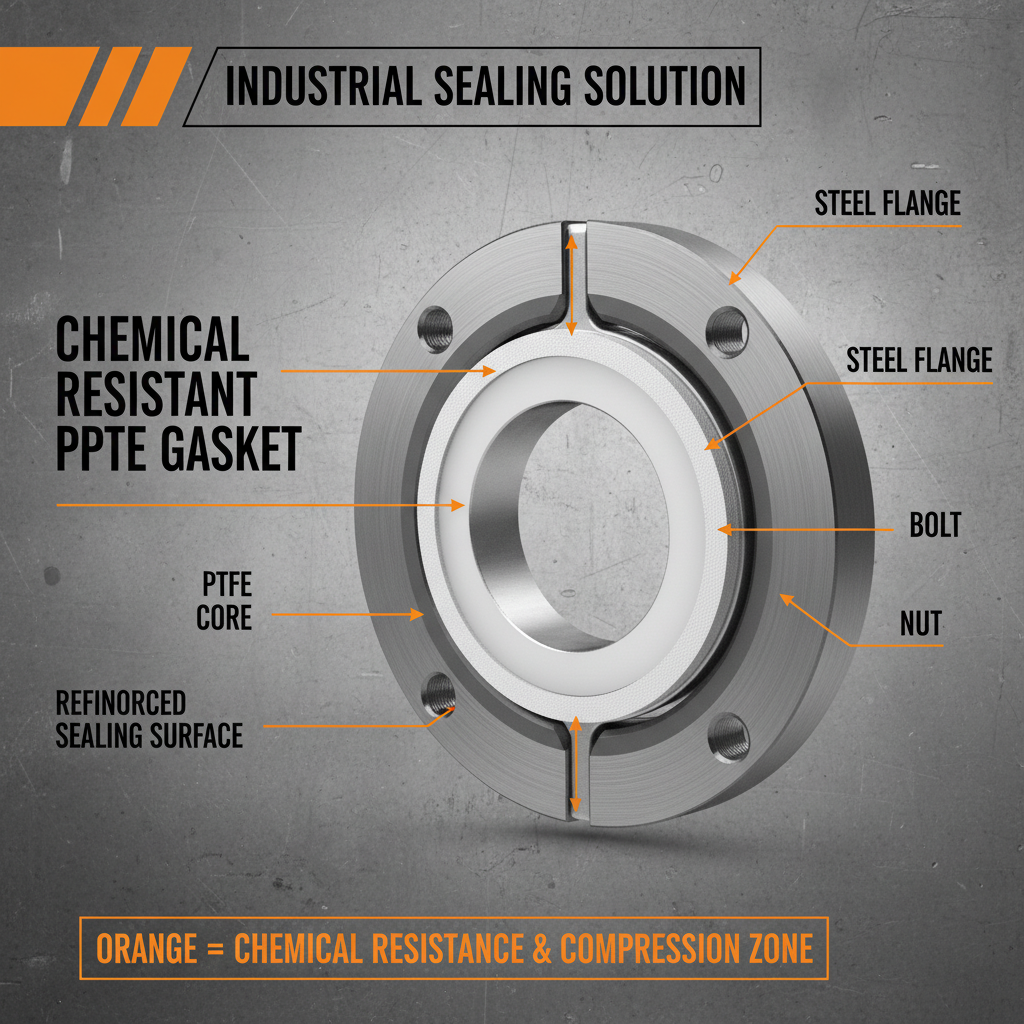
Table of Contents [Hide]
What are Chemical Resistant PTFE gaskets?
A Chemical Resistant PTFE gasket is a sealing component manufactured from polytetrafluoroethylene (PTFE), a synthetic fluoropolymer renowned for its exceptional chemical inertness. These gaskets are specifically designed to maintain a leak-proof seal even when exposed to highly corrosive substances, solvents, and extreme temperatures. The core function of a Chemical Resistant PTFE gasket is to prevent fluid or gas leakage between mating surfaces, protecting equipment and ensuring process integrity.
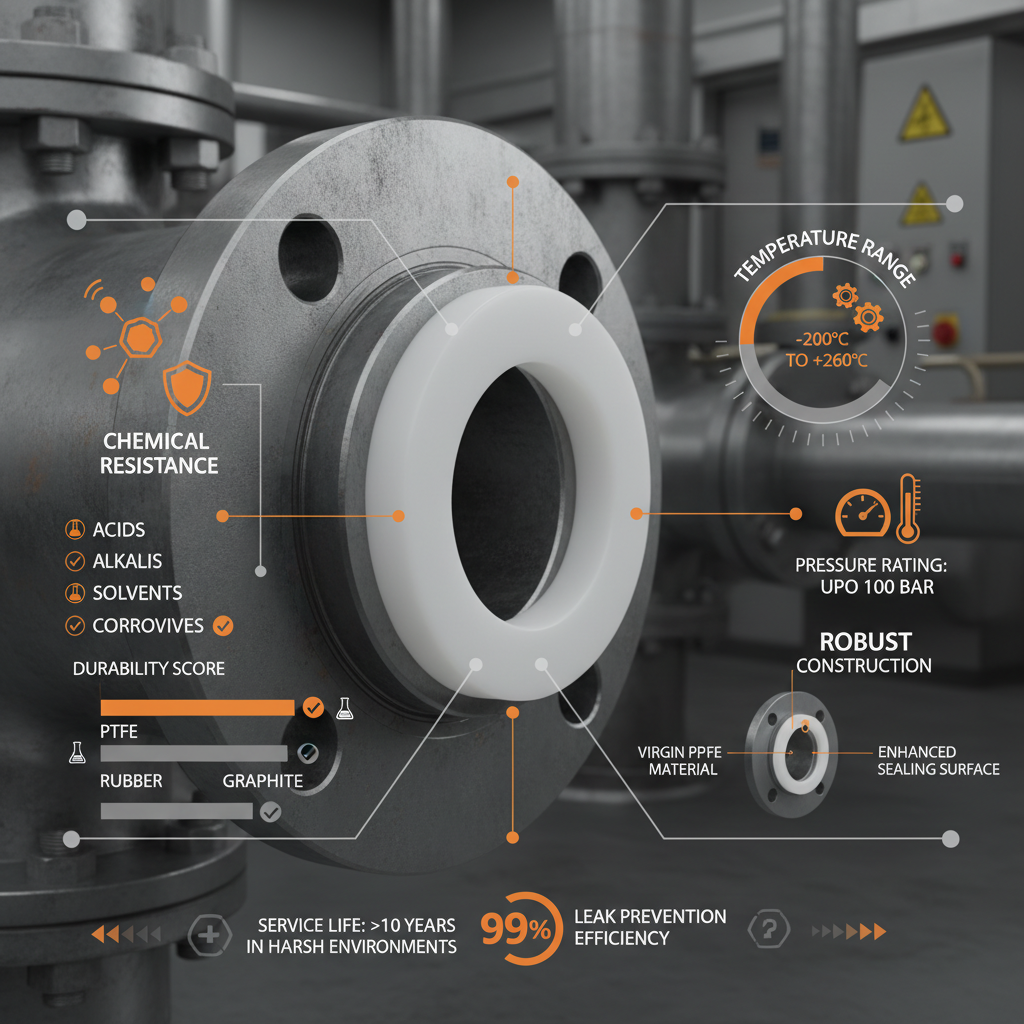
Their widespread adoption across diverse industries underscores their reliability and effectiveness. From petrochemical plants dealing with aggressive chemicals to food processing facilities requiring hygienic seals, PTFE gaskets play a vital role in maintaining operational safety and product quality. Furthermore, PTFE's low coefficient of friction minimizes bolt stress relaxation, leading to longer gasket life and reduced maintenance requirements.
FAQS
What are the primary advantages of using PTFE gaskets over traditional rubber gaskets?
PTFE gaskets offer superior chemical resistance, a wider temperature range, and lower friction compared to rubber gaskets. While rubber gaskets are generally less expensive, PTFE provides longer life and reduced downtime in harsh chemical environments. The inert nature of PTFE prevents degradation and contamination, making it ideal for critical applications where purity is essential.
How do I determine the correct PTFE gasket for a specific chemical application?
Consulting a chemical compatibility chart is the first step. These charts detail the resistance of PTFE to various chemicals. However, it’s crucial to consider the concentration, temperature, and pressure of the chemical. Testing the gasket material with the specific chemical under the actual operating conditions is highly recommended to ensure compatibility and prevent failure.
What is the difference between virgin PTFE and filled PTFE gaskets?
Virgin PTFE offers the highest chemical resistance but has limited mechanical strength and creep resistance. Filled PTFE incorporates reinforcing materials like glass fiber or carbon to improve these properties. Glass-filled PTFE provides enhanced dimensional stability, while carbon-filled PTFE offers improved wear resistance and thermal conductivity. The choice depends on the application’s specific requirements.
How important is proper installation when using PTFE gaskets?
Proper installation is crucial for optimal performance. Surfaces must be clean, smooth, and free from debris. Gaskets should be properly compressed to ensure a leak-proof seal. Following the manufacturer's torque specifications is essential to avoid over-compression, which can damage the gasket. Avoid twisting or bending the gasket during installation.
Can PTFE gaskets be used in food and beverage applications?
Yes, PTFE is FDA-approved for food contact applications, making it suitable for use in food and beverage processing equipment. Its chemical inertness prevents contamination and ensures product purity. However, it is vital to select PTFE grades specifically certified for food contact and to maintain proper hygiene during installation and operation.
What is the typical lifespan of a Chemical Resistant PTFE gasket?
The lifespan of a PTFE gasket varies depending on the application’s operating conditions, including temperature, pressure, and chemical exposure. However, under normal conditions, a well-installed PTFE gasket can last for several years, significantly longer than many alternative gasket materials. Regular inspection and preventative maintenance can further extend its service life.
Conclusion
Chemical Resistant PTFE gaskets are essential components for maintaining reliable sealing in a wide range of demanding industrial applications. Their exceptional chemical resistance, broad temperature range, and low friction characteristics make them a superior choice over traditional gasket materials in many situations. Understanding the nuances of PTFE gasket selection, installation, and maintenance is crucial for maximizing performance and minimizing downtime.
As technology continues to evolve, we can expect further innovations in PTFE gasket materials and designs, leading to even more robust and efficient sealing solutions. Investing in high-quality PTFE gaskets and ensuring proper application techniques will contribute to improved process safety, reduced operational costs, and a more sustainable future. For expert advice and a comprehensive range of Chemical Resistant PTFE gaskets, visit our website: www.gzhtmf.com
Related Posts
-

China Leading API 6FB Spiral Wound Gasket Manufacturer at the 16th Beijing International Natural Gas Technology & Equipment Exhibition
-

KLINGER authorized distributor in china Empowering Industrial Sealing Solutions
-

KLINGER topchem 2003 Advanced Chemical Solutions for Industrial Efficiency
-

Advanced DONIT gasket Solutions for Industrial Sealing and Performance Optimization
Updated:

Christopher Lee
Christopher Lee is a Product Development Engineer at HUITE Sealing, specializing in innovative sealing technologies. He has 5 years’ experience in designing and testing new gasket materials and configurations. Christopher is passionate about improving gasket performance for challenging applications in the Chemical and Pulp & Paper industries. He led the development of our latest flange insulation gasket kits, enhancing thermal management for critical process equipment. He holds a Master’s degree in Engineering and is actively involved in research and development.


